 PRV Serisi 3 HP Omuz Tipi Beton Vibratörü 38, 45 ve 60'lık Şişe Boyutları düşük ağırlıkla büyük alanlarda etkili vibrasyon sağlar. Hafif tasarımı sayesinde kolay taşınabilirdir.
PRV Serisi 3 HP Omuz Tipi Beton Vibratörü 38, 45 ve 60'lık Şişe Boyutları düşük ağırlıkla büyük alanlarda etkili vibrasyon sağlar. Hafif tasarımı sayesinde kolay taşınabilirdir.  PYS serisinin yüksek frekanslı iç vibratörleri bir temel özelliği: Yalnızca tek fazlı güç kaynağına bağlanır ve kullanıma hazırdır. Hızlı, basit, esnek. Bağımsız çalışma için ideal. 45, 60 ve 65'lik şişeler ve 18 metreye kadar hortum uzatılmaktadır.
PYS serisinin yüksek frekanslı iç vibratörleri bir temel özelliği: Yalnızca tek fazlı güç kaynağına bağlanır ve kullanıma hazırdır. Hızlı, basit, esnek. Bağımsız çalışma için ideal. 45, 60 ve 65'lik şişeler ve 18 metreye kadar hortum uzatılmaktadır. 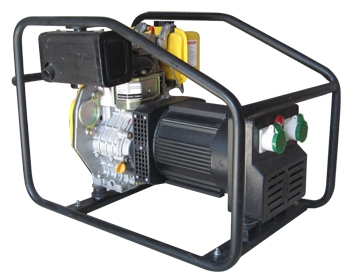 Elektriğin Ulaşamadığı Yerlerde Dizel Ve Benzinli Motor Seçenekli Konvertörler 30 Amper'e Kadar Güç Sağlamaktadır. Aynı anda 2 veya 3 adet beton vibratörünü çalıştırabilir.
Elektriğin Ulaşamadığı Yerlerde Dizel Ve Benzinli Motor Seçenekli Konvertörler 30 Amper'e Kadar Güç Sağlamaktadır. Aynı anda 2 veya 3 adet beton vibratörünü çalıştırabilir. Konvertörler, kolon ve döşeme betonlarında, 30 Amper'e kadar, monofaze, trifaze akımlı güç kaynaklarıdır. 2 ve 3 çıkışlı modeller ile aynı anda birden fazla beton vibratörü çalıştırabilir.
Konvertörler, kolon ve döşeme betonlarında, 30 Amper'e kadar, monofaze, trifaze akımlı güç kaynaklarıdır. 2 ve 3 çıkışlı modeller ile aynı anda birden fazla beton vibratörü çalıştırabilir. Uzun dayanım gücü ile beton imalatında 45, 60 ve 65 mm şişe çapları ve 18 metre'ye kadar uzatılabilen koruyucu hortumlar ile yüksek frekanslı beton vibratörüdür.
Uzun dayanım gücü ile beton imalatında 45, 60 ve 65 mm şişe çapları ve 18 metre'ye kadar uzatılabilen koruyucu hortumlar ile yüksek frekanslı beton vibratörüdür. Beton yüzeyleri perdahlamak, düzeltmek ve parlatmak işlemlerinde kullanılan bir zemin işleme ekipmanıdır. Saha betonları, otopark, endüstriyel ve ticari yapı, depo, havaalanı ve alışveriş merkezi şantiyeleri başlıca kullanım alanlarıdır. 60, 70, 90 ve 120'lik modellerimiz mevcuttur.
Beton yüzeyleri perdahlamak, düzeltmek ve parlatmak işlemlerinde kullanılan bir zemin işleme ekipmanıdır. Saha betonları, otopark, endüstriyel ve ticari yapı, depo, havaalanı ve alışveriş merkezi şantiyeleri başlıca kullanım alanlarıdır. 60, 70, 90 ve 120'lik modellerimiz mevcuttur.  Beton yüzeyleri perdahlamak, düzeltmek ve parlatmak işlemlerinde kullanılan bir zemin işleme ekipmanıdır. Saha betonları, otopark, endüstriyel ve ticari yapı, depo, havaalanı ve alışveriş merkezi şantiyeleri başlıca kullanım alanlarıdır. 60, 70, 90 ve 120'lik modellerimiz mevcuttur.
Beton yüzeyleri perdahlamak, düzeltmek ve parlatmak işlemlerinde kullanılan bir zemin işleme ekipmanıdır. Saha betonları, otopark, endüstriyel ve ticari yapı, depo, havaalanı ve alışveriş merkezi şantiyeleri başlıca kullanım alanlarıdır. 60, 70, 90 ve 120'lik modellerimiz mevcuttur.  Beton yüzeyleri perdahlamak, düzeltmek ve parlatmak işlemlerinde kullanılan bir zemin işleme ekipmanıdır. Büyük Saha betonları, otopark, depo, hava alanı ve alışveriş merkezi şantiyeleri başlıca kullanım alanlarıdır. Mekanik ve hidrolik yürüyüşlü modellerimiz mevcuttur.
Beton yüzeyleri perdahlamak, düzeltmek ve parlatmak işlemlerinde kullanılan bir zemin işleme ekipmanıdır. Büyük Saha betonları, otopark, depo, hava alanı ve alışveriş merkezi şantiyeleri başlıca kullanım alanlarıdır. Mekanik ve hidrolik yürüyüşlü modellerimiz mevcuttur.  Çiftli ve Tekli Perdah Makineleri için Dayanıklı Sarf Malzemeler
Çiftli ve Tekli Perdah Makineleri için Dayanıklı Sarf Malzemeler Şarjlı Vibrasyonlu Beton Mastarları ile Saha Betonu Dökerken Benzin ve Elektriğe ihtiyaç duymadan vibrasyon uygulayabilirsiniz.
Şarjlı Vibrasyonlu Beton Mastarları ile Saha Betonu Dökerken Benzin ve Elektriğe ihtiyaç duymadan vibrasyon uygulayabilirsiniz.  El Tipi Beton Mastarları, imkan sağlamış olduğu 1, 1.5, 2, 2.5, 3 metrelik geniş mastarları ve tahrik ünitesi ile kısa zaman da kaliteli beton yüzeyler sağlar.
El Tipi Beton Mastarları, imkan sağlamış olduğu 1, 1.5, 2, 2.5, 3 metrelik geniş mastarları ve tahrik ünitesi ile kısa zaman da kaliteli beton yüzeyler sağlar.  El Tipi Beton Mastarları, imkan sağlamış olduğu 1, 1.5, 2, 2.5, 3 metrelik geniş mastarları ve tahrik ünitesi ile kısa zaman da kaliteli beton yüzeyler sağlar.
El Tipi Beton Mastarları, imkan sağlamış olduğu 1, 1.5, 2, 2.5, 3 metrelik geniş mastarları ve tahrik ünitesi ile kısa zaman da kaliteli beton yüzeyler sağlar.  Satıh Mastarı; 3, 4, 5 ve 6 metrelik mastar boy çeşitleri, elektrikli ve benzinli tahrik ünite modelleri ile otopark, saha betonu dökümlerinde kullanılır.
Satıh Mastarı; 3, 4, 5 ve 6 metrelik mastar boy çeşitleri, elektrikli ve benzinli tahrik ünite modelleri ile otopark, saha betonu dökümlerinde kullanılır.  Asfalt yol çizgi boyalarının temizlenmesi, beton yüzeylerin epoksi için hazırlanması, pürüzlendirilmesi, temizlenmesi, beton yüzeyindeki kot fazlalıklarının azaltılması için dizayn edilmiş bir makinadır. Fabrikalar, endüstriyel tesisler ve otoyollar başlıca kullanım alanıdır.
Asfalt yol çizgi boyalarının temizlenmesi, beton yüzeylerin epoksi için hazırlanması, pürüzlendirilmesi, temizlenmesi, beton yüzeyindeki kot fazlalıklarının azaltılması için dizayn edilmiş bir makinadır. Fabrikalar, endüstriyel tesisler ve otoyollar başlıca kullanım alanıdır. Beton Silim Makinaları, epoksi öncesi zemin hazırlığı, beton kotlarının düşürülmesi, betondaki hataların düzeltilmesi, pürüzsüzleştirme için dizayn edilmiştir.
Beton Silim Makinaları, epoksi öncesi zemin hazırlığı, beton kotlarının düşürülmesi, betondaki hataların düzeltilmesi, pürüzsüzleştirme için dizayn edilmiştir.  eton zeminlerin elmas kesicilerle aşındırılması ve silinmesi yöntemiyle parlatılmasıdır. İlk olarak beton zeminin en zayıf kısmı olan yüzeydeki şerbet tabakasını kazıyarak, betonun sağlam, dayanıklı bölgesine ulaşılır. Sonrasında sırasıyla honlama ve parlatma işlemleriyle mikro düzeyde aşındırılmaya devam edilir. Aşındırma basamakları 800-8500 Grit elmas aralığına kadar silindiğinde, beton zemin parlama özelliği kazanır.
eton zeminlerin elmas kesicilerle aşındırılması ve silinmesi yöntemiyle parlatılmasıdır. İlk olarak beton zeminin en zayıf kısmı olan yüzeydeki şerbet tabakasını kazıyarak, betonun sağlam, dayanıklı bölgesine ulaşılır. Sonrasında sırasıyla honlama ve parlatma işlemleriyle mikro düzeyde aşındırılmaya devam edilir. Aşındırma basamakları 800-8500 Grit elmas aralığına kadar silindiğinde, beton zemin parlama özelliği kazanır.
 DEMİR KESME BÜKME MAKİNALARI
DEMİR KESME BÜKME MAKİNALARI DOLGU TEMİZLEME
DOLGU TEMİZLEME ÇATLAK DERZ GENİŞLETME
ÇATLAK DERZ GENİŞLETME KALIP VIBRATORU
KALIP VIBRATORU
 OPERATÖRLÜ SİLİNDİRLER
OPERATÖRLÜ SİLİNDİRLER
 ELLE KUMANDALI SİLİNDİLER
ELLE KUMANDALI SİLİNDİLER
.png)



 VİBRASYONLU TOKMAKLAR (ZIP ZIP)
VİBRASYONLU TOKMAKLAR (ZIP ZIP)





.png)





 Işık kulesi mobil aydınlatma üniteleri
Işık kulesi mobil aydınlatma üniteleri Işık kulesi, Aydınlatma kulesi
Işık kulesi, Aydınlatma kulesi Aydınlatma Balonu
Aydınlatma Balonu









 RÖGAR KAPAĞI TAMİR EKİPMANLARI
RÖGAR KAPAĞI TAMİR EKİPMANLARI
 HİDROLİK İŞ MAKİNASI ATAŞMANLARI
HİDROLİK İŞ MAKİNASI ATAŞMANLARI
 DAİRESEL BACA KESME MAKİNASI (ROGOMAT)
DAİRESEL BACA KESME MAKİNASI (ROGOMAT)
 HİDROLİK DALGIÇ POMPALAR
HİDROLİK DALGIÇ POMPALAR
 HİDROLİK GÜÇ ÜNİTELERİ
HİDROLİK GÜÇ ÜNİTELERİ
 HİDROLİK EL TİPİ KAROT
HİDROLİK EL TİPİ KAROT
 HİDROLİK KESİCİ TESTERELER
HİDROLİK KESİCİ TESTERELER
 HİDROLİK KIRICI DELİCİ
HİDROLİK KIRICI DELİCİ



 HİDROLİK TAŞLAMA
HİDROLİK TAŞLAMA
 HİDROLİK TEMİZ HAVA VANTİLATÖRÜ
HİDROLİK TEMİZ HAVA VANTİLATÖRÜ

 DİREK ÇAKICI
DİREK ÇAKICI
 DİREK ÇUKUR KAZICI
DİREK ÇUKUR KAZICI
 ELEKTRİKLİ KIRICILAR
ELEKTRİKLİ KIRICILAR
 BENZİNLİ KIRICILAR
BENZİNLİ KIRICILAR
 HİDROLİK KIRICILAR
HİDROLİK KIRICILAR
 KOMPRESÖRLÜ KIRICILAR
KOMPRESÖRLÜ KIRICILAR

.png)

 HİDROLİK DALGIÇ POMPALAR
HİDROLİK DALGIÇ POMPALAR





MUTLU MÜŞTERİLER
 |
 |
 |
 |
 |
 |
 |









Elmas Testere Teknik Bilgiler
Elmas bıçak, elmas kenarlı dairesel bir çelik disktir. Kenar veya jant, segmentli, sürekli veya tırtıklı bir çerçeve konfigürasyonuna sahip olabilir. Oluk Bıçak çekirdeği, "oluklar" adı verilen yarıklara sahip olabilen hassas bir şekilde yapılmış çelik disktir. Bunlar, segmentler arasında su veya hava geçişine izin vererek daha hızlı soğutma sağlar. Bu yuvalar ayrıca bıçağın esnemesine izin verir. Bıçak göbekleri, bıçak doğru kesme hızında düz çalışacak şekilde gerilir. Uygun gerilim ayrıca bıçağın kesme basıncı altında hafifçe bükülebilecek kadar esnek kalmasına ve ardından orijinal konumuna geri dönmesine izin verir. Elmas kesimler veya jantlar, elmas ve metal tozlarının karışımından oluşur. Uçlarda ve bıçaklarda kullanılan elmaslar insan yapımıdır (sentetik) ve kobalt, demir, tungsten, karbür, bakır ve diğerleri gibi metallerden oluşan bir tozla dikkatlice şekillerine, kalitelerine, ufalanabilirliklerine ve boyutlarına göre seçilirler. Bu karışım daha sonra şekle sokulur ve daha sonra "bağ" veya "matris" adı verilen katı bir metal parça oluşturmak için basınç altında 1700° ila 2300 ° arasındaki sıcaklıklarda ısıtılır. Segment veya kenar, bıçak göbeğinden biraz daha geniştir. Bu yan boşluk, kesme kenarının, çelik kesimin kenarlarına doğru sürüklenmeden kesilen malzemeye nüfuz etmesini sağlar.
Segmentleri çelik çekirdeğe tutturmanın birkaç yöntemi vardır.
Lehimleme - Gümüş lehim, segment ve çekirdek arasına yerleştirilir ve ardından lehim eriyene ve ikisini birbirine bağlayana kadar ısıtılır. Bu yöntem yalnızca ıslak kesme bıçakları için kullanılır.
Lazer kaynağı - Elmas segmenti ve çelik çekirdek bir lazer ışınıyla birbirine kaynaklanır.
Mekanik bağ - Elmas kenarı veya bölümleri bıçağın kenarına "kilitlemek" için çentikli, tırtıklı veya dokulu bıçak göbeği kullanılabilir. Mekanik bağlar genellikle jantı veya segmentleri yerinde tutmak için diğer metalürjik bağlama işlemlerini de içerir.
|
|
|
|
|
|
|